Сверло Bit
Сверло Bit
В процессе резки металла сверло сверлит срез металлического слоя на заготовке, в то же время заготовка и стружка воздействуют на сверло с круткой , из-за чего износ твиста изнашивается. Нормальный износ неизбежен, но аномальный износ неприемлем. Такие, как аномальный износ на угловой части сверла, теперь, PURROS Machinery перечислит эти вопросы и как их решить.  Continue reading
Continue reading
В производстве происходит резкое сверление сверла с угловой кромкой. Из-за материала сверла, рыхлого зажима, неравномерной твердости материала заготовки, неподходящей скорости подачи, неподходящей охлаждающей жидкости, угла наклона слишком малого или выбитого бита и т. Д. Ситуация 1:  Continue reading
Continue reading
Во время бурения часто возникают проблемы с разрывами сверл. Теперь PURROS Machinery перечисляет решения по разрыву сверла, как показано ниже:
Разрушение бурового инструмента и решения

| Тип режущих инструментов | H12 | H11 | H10 | H9 | H8 | H7 | H6 | H5 |
| HHS | Икс | Икс | ||||||
| Сверло HHSEnlarging | Икс | Икс | ||||||
| Сверло твердосплавное твердосплавное | Икс | Икс | ||||||
| Твердосплавные сверла | Икс | Икс | Икс | |||||
| Сверло с твердым твердосплавным сверлом | Икс | Икс | ||||||
| Твердосплавная 3-канальная дрель | Икс | Икс | ||||||
| Буровая установка | Икс | Икс | Икс | |||||
| уширитель | Икс | Икс | Икс | |||||
| Расширение ПХД | Икс | Икс | ||||||
| PCD Reamer | Икс | Икс |
(Изготовитель: Purros Machinery Co., Ltd. )
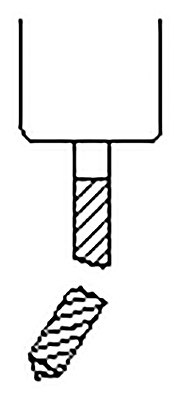
Отрицательный фаски
Шаг 1: заострение основной боковой поверхности, в то же время, заострение угла рельефа губ; Шаг 2: Заострение мелкой боковой поверхности, в то же время, заостренный угол рельефа конца; Шаг 3: Заострение поддельного лица, в то же время, угол заточки; Шаг 4: Заточка осталась лицом и кончиком;
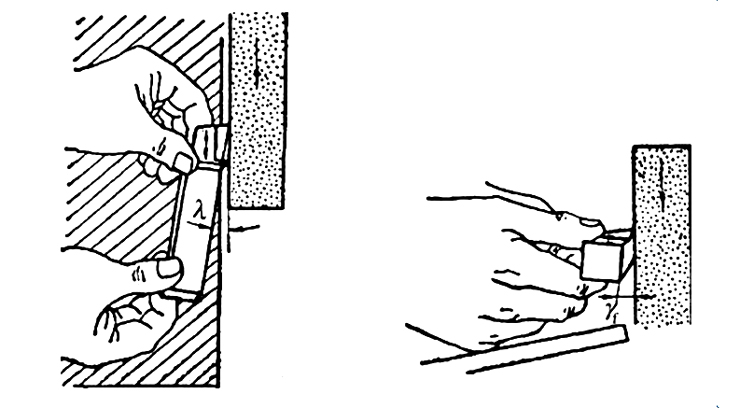
В настоящее время PURROS Machinery использует пример резки шлифовального карбидного сплава, чтобы проиллюстрировать метод резки резки инструмента . 1. Заостренная заточка основной боковой поверхности и малой боковой поверхности , в то же время, основной угол наклона, основной угол рельефа губ, малый угол склонения и незначительный угол рельефа губ также заострены. Угол основного угла рельефа губ и малый угол рельефа губ при грубой заточке должен быть больше, чем требуется. Вид:
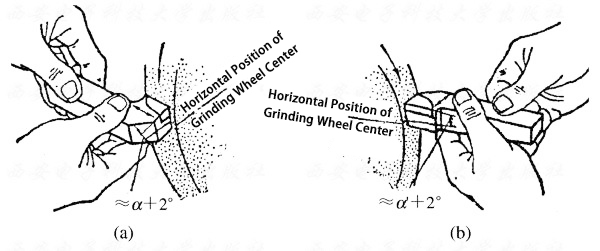
Угол рельефа губы Shank
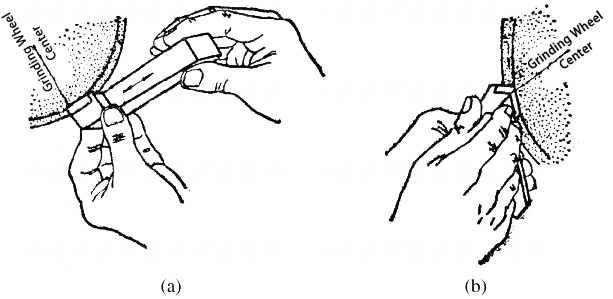
Шероховатая резкость Flute
Примечания о резке токарного станка