В производстве происходит резкое сверление сверла с угловой кромкой. Из-за материала сверла, рыхлого зажима, неравномерной твердости материала заготовки, неподходящей скорости подачи, неподходящей охлаждающей жидкости, угла наклона слишком малого или выбитого бита и т. Д. Ситуация 1: 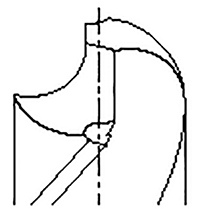
- Причина: неприемлемый Cutter Материал Решение: Выберите подходящий режущий материал для закрутки drill
- Причины: Неравномерное Твердость Распределение по заготовке материал Решения: ① Isostatic Лечение ②Change резака, материал и режимы резания, метод обработки (EDM)
- Причина: резка или Скорость подачи слишком высока. Решение: уменьшите скорость резания или скорость подачи.
- . Причина: недостаточно хладагент . Возможно, во время резки слишком много тепла, замените метод смазки.
.
Ситуация 2: 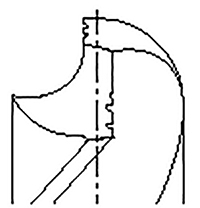
- Причина: Большой пробег после прикрепленного к машине, или рыхлое удержание Решения: держатель ①Check и / или выбрать другой один ②Check выбежать после прикрепления к chuck
- Причине: угол сброса слишком мало Решение: Regrind правильно станок для заточки сверл видео
- Причина: резак материал не подходит Решение: Выберите подходящий резак material
- Причина: скорость резания или подачи слишком высока Решение: Уменьшите скорость резания или кормить rate








