Станки токарного станка
Шаг 1: заострение основной боковой поверхности, в то же время, заострение угла рельефа губ; Шаг 2: Заострение мелкой боковой поверхности, в то же время, заостренный угол рельефа конца; Шаг 3: Заострение поддельного лица, в то же время, угол заточки; Шаг 4: Заточка осталась лицом и кончиком;
Методы заточки токарного инструмента
В настоящее время PURROS Machinery использует пример резки шлифовального карбидного сплава, чтобы проиллюстрировать метод резки резки инструмента . 1. Заостренная заточка основной боковой поверхности и малой боковой поверхности , в то же время, основной угол наклона, основной угол рельефа губ, малый угол склонения и незначительный угол рельефа губ также заострены. Угол основного угла рельефа губ и малый угол рельефа губ при грубой заточке должен быть больше, чем требуется. Вид:
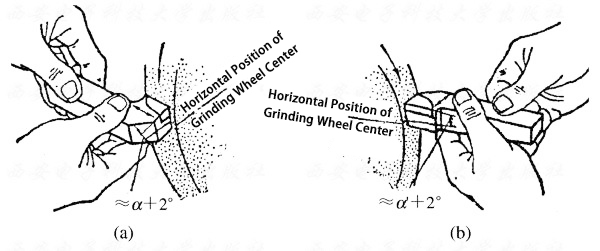
Угол рельефа губы Shank
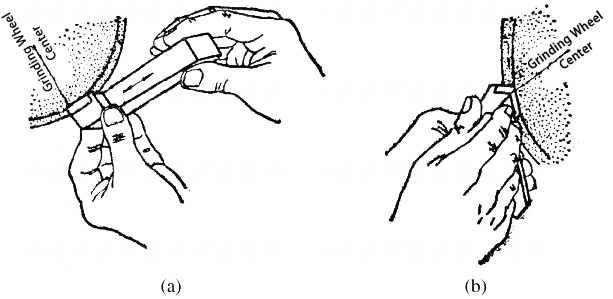
Шероховатая резкость Flute








