Точность размеров и шероховатость поверхности при бурении и эффективность бурения напрямую связаны с качеством заточки резцов и повторным шлифованием сверла.
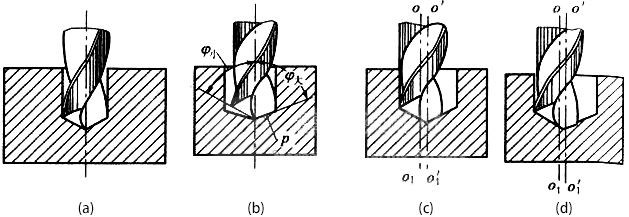
Рисунок 1: Влияние шлифования битов на обработку
(a) Правильное шлифование
(б) Асимметрия углов точки
(c) Различная длина шлифовального станка
(d) Точечный угол и шлифовка режущего инструмента являются асимметричными
Легко и трудно затачивать край сверла; просто нужно просто затачивать два первичных угла зазора; трудно обеспечить, чтобы угол зазора, точечный угол и угол наклона кромки долота были правильными. Так что две основные режущие губы должны быть симметричными, основные режущие губы имеют одинаковый угол наклона с осью шпинделя сверлильного сверла, а длины одинаковы. Просмотрите рисунок (a).
Возможно, угол наклона твист-дрели после шлифовки — это диссимметрия, в случае скорости подачи материала, основная режущая губа, которая держит больший угол с шпинделем, работает, а другая основная режущая губа не работает. Когда это происходит, напряжение сверла сверла не сбалансировано; Основную режущую губку в одном из бурения горизонтальной составляющей силы резания на сверло с дросселем на другую сторону, либо сверло искажено, либо слишком велико. Просмотрите рисунок (b).
Возможно, точечный угол симметричен после шлифовки, но длина двух основных режущих губ различна, заявил, что рабочий центр сверлильного сверла отличается от геометрического центра. То есть геометрический центр o ~ o1 перешел на работу o '~ o'1, результаты этого бурового отверстия больше диаметра сверла. Просмотрите рисунок (c).
Возможно, угол наклона твист-дрель после заточки резцов является диссимметрией, а длина двух основных режущих губ отличается, то есть не только диаметр отверстия больше диаметра сверла, но также происходит ступенчатое отверстие. Просмотрите рисунок (d).
Короче говоря, во избежание случаев, как на рис. (B), (c), (d), во время шлифования сверла, что не только улучшает качество сверления, но также улучшает условия бурения и увеличивает срок службы закрутки дрель.
Однако предполагать, что все измельчающие сверла правильны, из-за присущих ему недостатков, все еще есть некоторые неблагоприятные факторы при бурении, например: угол земли кромки долота отрицательный, например -60 ° -54 °; так что состояние бурения не так хорошо, должно увеличивать осевое усилие, край долота на самом деле сжимает и очищает металл на заготовке, которая потребляет много энергии, генерирует много тепла и очень плоха при центрировании ,
Для дефектов сверлильного сверла выше следует измельчить сверло в соответствии с различными материалами и условиями бурения, см. Рисунок 2.
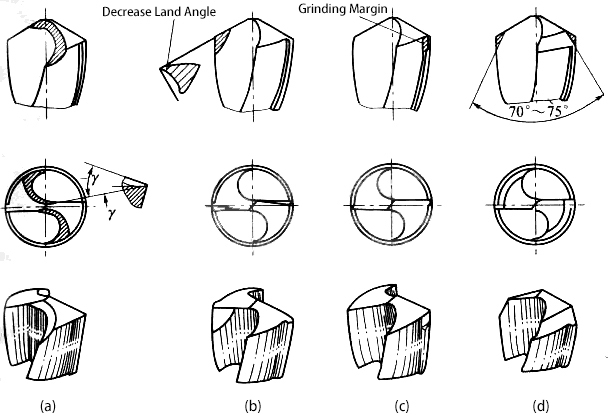
Рисунок 2: Твист-сверло-шлифование
(a) шлифовальный станок
(б) Лицо измельчающего грабли
(c) Шлифовальный край
(d) Двойная шлифовка
(1) Шлифовальный станок
Сохраняя длину в 1/5 ~ 1/3 оригинала после шлифования, в то же время реформировали два внутренних резака и угол земли составлял около γ0 = 0 ° ~ 15 °. Более короткое шлифование кромки для более мягких материалов заготовки, в противном случае — для уменьшения шлифования. Это уменьшит осевую силу после измельчения и увеличит центрирование сверла.
(2) Лицо шлифовального грабли
Когда материал заготовки бурения более мягкий, поверхность грабли должна быть измельчена, чтобы увеличить угол земли, а затем увеличить резкость режущей губы и уменьшить силу бурения; Когда материал заготовки бурения более твердый, следует измельчить поверхность гребня внешней кромки, чтобы уменьшить угол земли, чтобы увеличить прочность сверлильного сверла. Также можно размалывать два лица, прийти к одинаковым всеобъемлющим результатам.
(3) Шлифовальный край
Во время использования сверления большего диаметра или сверления более мягкого материала и отверстий с более высокой точностью, чтобы измельчить поверхность фланца, держите кромку более узкой, чтобы уменьшить трение между кромкой сверла и всем отверстием.
(4) Двойное шлифование
На поверхности раздела между основной режущей губкой и малой режущей губой следует размалывать прямолинейную и переходную кромку резака, образовывать двойные шлифовальные фланцевые грани, а угол составляет около 70 ° ~ 75 °, даже может измельчать трехгранники и угол составляет 50 ° ~ 70 °. Уменьшение угла приведет к уменьшению осевого усилия, а также к увеличению прочности и уровня теплоотдачи, чтобы уменьшить износ сверлильного сверла и уменьшить шероховатость стенки отверстия.
(5) Разделительная канавка шлифовального круга
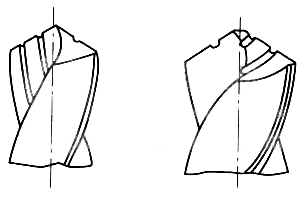
Рисунок 3: Разделение стружки Groove Drill
Для большего диаметра сверла, следует размалывать узкий щель в шахматном порядке на лицевой стороне рейка и майором лицевой стороны скручивающего сверла. Обзорная диаграмма 3. Для сохранения узкого края режущего инструмента и улучшения состояния удаления стружки и деления стружки полезно вводить больше режущей жидкости, улучшать состояние рассеивания тепла, а также улучшать качество сверления и эффективность бурения. В то же время, во время повторного шлифования долота, который имеет лучший эффект бурения.








